Weigh Batching: The Benefits of an Automated System
By David Boger
Vice President, Global Business Development & Marketing
Flexicon Corporation
In many plants that batch-blend bulk products, weigh batching is a manual, time-consuming operation in which ingredients are weighed individually before being charged to a blender or other process vessel. A significant number of such plants could benefit from the installation of an automated weigh batching system.
For small as well as large operations, an automated weigh batching system can pay for itself fairly rapidly through increased productivity, more-accurate measurement of ingredients (resulting in better product quality), minimization of product loss and dust, and reductions in the cost of materials purchased in larger containers and/or volumes.
One of the strongest cases for an automated weigh batching system is that it improves product quality by providing a more-accurate and consistent mixture. In many plants that use manual methods, a common practice is to work with pre-weighed bags — for example, dumping 10, 50 lb (23 kg) bags to add 500 lb (227 kg) of an ingredient. Problems associated with this method are that each bag may not contain exactly 50 lb (23 kg) of material, and that the worker may not empty the bag completely. Inaccuracies are compounded as more bags are used. Additionally, if an operator is required to count bags in order achieve proper weight, there is a chance for human error to occur.
There are two automated weigh batching methods: gain-in-weight and loss-of-weight. In the first arrangement, batch ingredients are generally conveyed in sequence into a hopper located above a process vessel, typically a blender or storage vessel. The hopper is set on load cells that transmit weight-gain data to a programmable logic controller (PLC) that starts the conveyor for each ingredient, and then stops it when the preset weight for that ingredient is reached. Finally, the controller automatically charges the batch to the process vessel.
In a loss-of-weight system, the source of each ingredient (e.g., a bulk bag unloader or preloaded hopper) is mounted on load cells that transmit weight loss data to a controller that starts and stops each conveyor (or rotary airlock valve) to weigh each ingredient.
When to specify a gain-in-weight versus a loss-of-weight system
Determining the most suitable weigh batching method can depend on how and where bulk material is received and stored. If, for example, the material is delivered in rail cars or bulk trucks and stored in silos, which are impractical to mount on load cells needed for a loss-of-weight system, a gain-in-weight system is appropriate. Conversely, if material is received in bulk bags, a loss-of-weight system integrating bulk bag unloaders mounted on load cells may offer a simple solution.
When operating in a gain-in-weight mode, an additional variable that must be accounted for in the design of the system is the "material-in-flight," which is defined as the amount of material still on its way to the scale after the batch controller has deactivated the material feed device. Although the material-in-flight variable can be minimized by proper control sequencing, it is important to be aware of this potential source of inaccuracy. In general, greater volumes of material-in-flight and greater variations in material flow to the scale will result in higher potential inaccuracies.
For example, if a mechanical conveyor is discharging by gravity directly into a gain-in-weight hopper, the amount of material-in-flight will be proportional to the vertical distance from the conveyor discharge to the gain-in-weight hopper. If the discharge of the mechanical conveyor is immediately above the top of the gain-in-weight hopper, there will be little material-in-flight. Hence, even if there is a good deal of variation in the flow rate, which can be caused by a poorly flowing material being inconsistently introduced to the mechanical conveyor, the material-in-flight will be relatively constant from batch to batch. Since a constant amount of material-in-flight is predictable, it is easily compensated for by the weigh batch controller by stopping the feed device at a point prior to actually achieving the desired batch weight.
An example of a gain-in-weight system with a significant amount of material-in-flight would be a relatively long pneumatic conveyor with a rotary valve that functions as the material feed device. In this case, when the rotary valve at the material in-feed point is stopped by the batch controller, the pneumatic conveying line will be full of material that is already in the process of being conveyed to the scale. Although trial-and-error tests can approximate how much sooner the conveyor should be stopped to compensate, the increased volume of material-in-flight can result in a higher degree of variability from batch to batch. In this situation, it may be prudent to utilize alternate modes of operation, or a different equipment configuration, such as using a scale valve.
A scale valve is a type of diverter valve mounted in a pneumatic conveying line that passes above a gain-in-weight hopper. It allows material to either pass through the valve body, or directs material downward into the gain-in-weight hopper below. When the target weight is reached, the valve redirects any remaining material in the conveying line past the scale, eliminating or minimizing the aforementioned problem of excessive material-in-flight. Because the material continuing downstream ("carry-over") must be accumulated, and air vented from the system, the pneumatic line downstream of the scale valve is normally routed back toward the material source (such as a bulk bag unloader) into a filter receiver with a rotary airlock valve that reintroduces the material into the pneumatic line immediately downstream of the material source.
If the material-in-flight is to be reused in the process, a separate filter receiver is needed for each batch ingredient. Accordingly, scale valves are generally suited for weigh batching of only one or two ingredients having single or multiple destinations, particularly if headroom above the gain-in-weight hopper(s) or process equipment is limited.
Scale valves are unsuitable and unnecessary for loss-of-weight systems because the rotary valve feeding material into a conveyor line stops immediately upon losing the predetermined batch weight, after which all of the material residing in the conveying line is transported to the process vessel, eliminating material-in-flight variables.
An added advantage of a loss-of-weight system involving two or more ingredients is increased batching speed, since all ingredients can be weighed simultaneously, as opposed to sequentially as required by gain-in-weight systems that employ a single receiving hopper or process vessel on load cells.
A potential downside of loss-of-weight systems is that load cells will often be located at floor level, making them more susceptible to damage or more likely to require more frequent calibration due to potential impact from mobile plant equipment such as pallet jacks or forklifts. A gain-in-weight system employing a weigh hopper suspended above the floor can virtually eliminate this possibility.
Since gain-in-weight systems employing weigh hoppers accumulate the ingredients above the use point, it is possible to check weigh the batch before it enters the process vessel. This allows an operator to adjust a batch that is outside of allowable tolerances prior to discharging material to the downstream process — not so with gain-in-weight systems utilizing blenders or other process vessels on load cells to weigh the batch, or with loss-of-weight systems that generally discharge each ingredient directly into the process vessel. An out-of-specification ingredient in the latter situation can potentially ruin the entire batch without the possibility of correction.
As an alternative to using a weigh hopper in a gain-in-weight system, load cells may potentially be placed under the process vessel itself (e.g., a blender or reactor), so that the vessel takes on a dual role. The decision to have a process vessel serve as its own scale may be dictated by a lack of space to accommodate a weigh hopper and conveyor above the vessel.
As a general rule, then, loss-of-weight systems are more suitable for weighing a smaller number of larger volume ingredients being sourced from nearby or distant process vessels, for several reasons: 1) mounting separate pieces of equipment on load cells for every source ingredient increases cost, 2) the heavy-range load cells capable of supporting equipment and large volumes of source material cannot weigh small volumes of batch ingredients with high accuracy, and 3) weighing an amount of material lost at its source is unaffected by the amount of material-in-flight in downstream pneumatic lines.
Gain-in-weight systems are preferable for weighing a larger number of smaller-volume ingredients using mechanical conveyors, or pneumatic conveying systems with relatively short runs from the material source to the batching destination for several reasons: 1) only one set of load cells is required per entire gain-in-weight system, 2) gain-in-weight systems using receiving hoppers on load cells as the central weigh point can weigh ingredients with higher accuracy than can loss-of-weight systems using heavy equipment to weigh source material, and 3) utilizing a weigh hopper above the mixer in a blending operation can save time by allowing a batch to be weighed while the mixer runs so that a batch is staged and immediately ready to be blended at the completion of the blending cycle.
With either system, pre-weighed minor ingredients can be added by hand to the process vessel receiving the weighed batch, and in the case of a gain-in-weight system, additionally into the weigh hopper. For "hand adds" it is safer to weigh the material before it is added than to rely on the stated weight of material received in sacks or other containers, as noted earlier.
Loss-of-weight system operation
A typical loss-of-weight batching system consists of at least one bulk bag unloader mounted on load cells, which measure weight loss during the batching cycle and transmit the information to a system controller.
The batch sequence is initiated by a manual start button or automated signal.
As the conveyor unloads material at maximum feed rate, the load cells transmit loss-of-weight information to the controller which reduces the feed rate to dribble immediately prior to stopping the flexible screw conveyor or rotary airlock valve once the target batch weight has been discharged. System software should be configured to permit mid-batch bag changes.
Multiple weigh batch dischargers can each convey a different ingredient to a central discharge point such as a hopper, blender, reactor, or other process equipment.
Gain-in-weight system operation
A typical gain-in-weight batching system conveys bulk ingredients mechanically or pneumatically from any location to a central receiving vessel that is mounted on load cells. The receiving vessel can be a hopper positioned above a blender, reactor, or other process equipment, or it can be the equipment itself as noted earlier.
When the batch sequence is initiated by a manual start button or automated signal, a programmable controller activates the first mechanical conveyor or rotary airlock valve to begin loading the first ingredient into the receiving vessel at maximum feed rate.
Load cells transmit weight gain information to the controller, which steps-down the feed rate to dribble prior to reaching the target weight, for greater accuracy. The controller stops the mechanical conveyor or rotary airlock valve at a pre-set amount before the target weight is reached to compensate for material-in-flight.
Material flow essential for weigh batching accuracy
Non-free-flowing bulk materials that pack, cake or bridge can cause weigh batching inaccuracies unless material flow can be induced by the equipment unloading, transporting and weighing the material.
When gain-in-weight hoppers are employed, for example, they must be designed so that 100 percent of the weighed batch can be discharged with no residual. To this end, proper hopper wall angles, along with vibration or air fluidization is often employed to promote flow and evacuation of non-free-flowing batch materials.
Maintaining flow of materials received in bulk bags can present the greatest challenge because shipping and storing of the bags often causes the material to pack, or worse, completely solidify, a common problem with certain fine powders, hygroscopic chemicals and food products. To promote flow, bulk bag unloading equipment can be fitted with pneumatically-actuated plates that massage opposite bottom edges of the bag and push material into the bag spout. Additionally, devices that maintain constant downward tension on the spout as it empties and elongates, serve to promote complete discharge from the bag with no manual intervention.
For materials that have solidified in bulk bags, a more extreme flow promotion measure in the form of a "bulk bag conditioner" is required. These devices, either stand-alone or integrated with bulk bag unloading frames, use hydraulic rams with contoured end plates that press opposite sides of the bag with high pressure and at various heights, loosening the material.
Integrating a weigh batching system into an existing process
An automated weigh batching system is often integrated with the plant's bulk handling system, and generally incorporates pneumatic and/or mechanical conveyors. All upstream and downstream equipment, from receiving to processing or packaging, can be sealed to eliminate contamination of the product and plant environment.
The entire operation can also be automatically controlled, using various control systems. One option is to use a scale interface card to link up with an existing plant-wide PLC system; a second is to use a stand-alone PLC, and a third is to employ a sequential batch controller. The latter is a programmable device that will run all the equipment associated with the weigh batching system and store the product recipes. It can operate in stand-alone mode or be integrated to varying degrees with the plant PLC.
Considerations for selecting a conveying system are many, and the subject of a different article, but the requirements presented by the weigh batching system can influence or dictate the selection of a conveyor system. Conversely, a conveyor system preference, or an existing bulk handling system, may govern the choice of a weigh batching system.
Generally, mechanical conveyors are suitable for transporting both free- and non-free-flowing materials over relatively short distances, and are suitable for both loss-of-weight and gain-in-weight batching systems.
Since most mechanical conveyors cannot fully evacuate their contents, however, a loss-of-weight unloader equipped with a mechanical conveyor must account for the weight of the conveyor and its residual material in order to weigh only the amount of material the conveyor has lost. This is generally accomplished by supporting the conveyor from the frame of the loss-of-weight unloader, but as the lengths of mechanical conveyors increase, so does the difficulty of weighing the unloader-conveyor as one.
No such constraint exists with mechanical conveyors that are integrated with gain-in-weight batching systems. In this case, the discharge end of conveyors can be suspended from a ceiling joist or other overhead structure, over a weigh hopper or a process vessel.
A pneumatic gain-in-weight system often requires a filter receiver above the process vessel, and the overhead space to accommodate it. As conveying line lengths increase, however, so does the amount of material-in-flight that must be dealt with in order to maximize system accuracy.
Examples of weigh batching installations
Following are two examples of actual installations that illustrate how an automated weigh batching system can be configured and the benefits that can be realized.
A food company boosted margarine production by 50% and improved product quality by switching from a manual operation to an automated materials handling system that includes weigh batching. The system is used to check-weigh salt and whey powder, which are mixed with canola oil to make margarine.
Previously, the company received the ingredients in 15 and 20 kg (33 and 44 lb) bags, which were manually dumped into a pre-mixer on an open processing floor. The plant had to dispose of 100 bags a day, spillage occurred, and there were occasional inaccuracies in the quantities of ingredients added to the mixer.
In the new arrangement, salt and whey powder are received in 2,200 lb (1,000 kg) bulk bags, which are loaded into two bulk bag dischargers. A loss-of-weight system unloads pre-selected batch weights from each discharger into 8 ft3 (0.22 m3) stainless steel hoppers, from which a flexible screw conveyor moves the material to the mixer.
The entire operation is controlled from the plant's central computer, thus minimizing the chance of human error. Also, the salt and whey powder remain enclosed from bulk bag to mixing tank, thereby avoiding the possibility of contamination as well as eliminating fugitive dust.
In another case, a manufacturer of isotopic chemicals installed a gain-in-weight system for a process that involves mixing five fine powders in batch weights ranging from less than 20 lb (9 kg) to nearly 400 lb (181 kg). The system meets the company's strict accuracy requirement of ±1.00% over this broad range of ingredient weights.
Two of the ingredients go directly to a wet blender. The other three are routed first to a dry blender for mixing, then on to the wet blender.
Four of the products are received in bulk bags, which are unloaded from bulk bag dischargers. The fifth, minor ingredient is received in 50 lb bags, which are manually unloaded into a bag dump station. All five ingredients are transferred sequentially into a single weigh hopper by five flexible screw conveyors, each of which is engineered according to the flow characteristics of the powder it handles.
Load cells under the hopper transmit weight-gain information to a controller that starts and stops each conveyor, slowing the feed rate to a dribble as the weight approaches the target in order to meet the high accuracy requirements.
Ingredients are discharged from the hopper through a slide gate valve into a wye diverter that directs them to either the wet or the dry blender.
Conclusion
A weigh batching system should be engineered according to the number, volume, flowability and location of materials to be weighed, the respective strengths of loss-of-weight and gain-in-weight batching methods, and the new or existing conveyors, control systems and processes with which it will be integrated. The availability of numerous weigh batching components and many ways in which they can be configured, enable the plant engineer to design a system that functions reliably, improves product quality and boosts output while cutting cost.
 Click to enlarge
Click to enlargeThis bulk bag gain-in-weight batching system feeds ingredients to a central weigh hopper mechanically, and transports weighed batches pneumatically.
 Click to enlarge
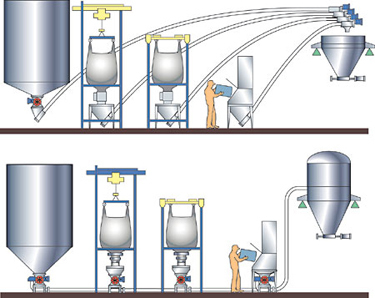
Click to enlargeGain-in-weight batching systems - Mechanical (above) and pneumatic (below) can transport material from silos, manual dumping stations, process equipment, bulk bags, or any other source to a weigh batching hopper, a blender, or other downstream equipment mounted on load cells.
 Click to enlarge
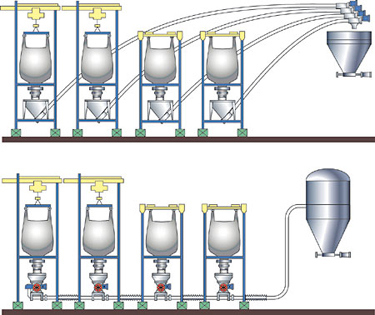
Click to enlargeLoss-of-weight batching systems - Mechanical (above) and pneumatic (below) transport material from one or more bulk bags to a common hopper, blender, conveyor, shipping container, or any process vessel.
 Click to enlarge
Click to enlargeThis bulk bag loss-of-weight batching system with bag dump station provides simultaneous weigh batching of major ingredients from two bulk bag unloaders (each mounted on load cells), manual dumping of pre-weighed minor ingredients, and pneumatic conveying of the weighed batch to a downstream blender (not shown).
 Click to enlarge
Click to enlargeGain-in-weight batching/blending system with bulk bag unloaders and flexible screw conveyors sources material from bulk bags, weigh batches and blends the material, and discharges it into shipping containers.
 Click to enlarge
Click to enlargeThis gain-in-weight batching system allows automated weighing of a major ingredient supplied in bulk bags, and a minor ingredient dumped manually. The central weigh hopper's load cells transmit weight-gain information to a controller that starts and stops the conveyors to weigh each material in sequence, and actuates a slide gate valve to discharge the weighed batch.
 Click to enlarge
Click to enlargeBulk bag loss-of-weight batching systems discharge one or more bulk bags while weighing the material and conveying the batch mechanically (shown) or pneumatically to a process vessel.
 Click to enlarge
Click to enlargeMounted on load cells (yellow) this loss-of-weight bulk bag unloader discharges precise amounts of powder into an auger conveyor that feeds three ribbon blenders.
 Click to enlarge
Click to enlargeA major winery replaced manual dumping of diatomaceous earth using this automated, enclosed, loss-of-weight bulk bag unloader with flexible screw conveyor that feed a filtration system.
 Click to enlarge
Click to enlargeGain-in-weight batching/blending center with flexible screw conveyors sources, weigh-batches and blends bulk materials, and conveys blended batches for downstream processing or storage.
 Click to enlarge
Click to enlargePneumatic gain-in-weight batching system receives and weighs multiple bulk materials while blending previously weigh batches, reducing cycle times.
 Click to enlarge
Click to enlargeMechanical conveyors slow to dribble feed rate for pinpoint accuracy in measurement of ingredients to within 1% of recipe targets, and also isolate the powders from moisture in plant air. System software compensates for material still in flight (preact) after the batch weight is gained and the conveyors are stopped by the controller.
 Click to enlarge
Click to enlargeLow profile flexible screw conveyors feeding two gain-in-weight hoppers allow weigh batching at mezzanine level and in other low-headroom areas. Weighed batches are gravity discharged into blenders below.
 Click to enlarge
Click to enlargeFlexible screw conveyors transport ingredients from bulk bag dischargers and a manual dumping station to a central gain-in-weight receiving hopper. Weighed batches are then conveyed pneumatically to a blender (not shown).
 Click to enlarge
Click to enlargeUnder loss-of-weight control, the rotary airlock valve of this bulk bag weigh batching system meters plastic resin into two pneumatic conveying lines that terminate at a filter-receiver located above a blender (not shown). Floor bumpers protect load cells and discharger frame from damage by forklifts.
 Click to enlarge
Click to enlargeHydraulic bulk bag conditioners, available as stand-alone units (shown) or integrated with bulk bag unloading frames, loosen bulk solid materials that have solidified during storage and shipment, enabling bulk bag unloaders to discharge material through bag spouts with the consistency needed for accurate weigh batching.
V-0745





