 Click to enlarge
Click to enlargeWorker loads calcium carbonate additive into bag-dump station on the second floor of the Oplex plant. The flexible-screw conveyor, located on the right, transports the additive 30 ft (9 m) to a weigh hopper on the third floor.
 Click to enlarge
Click to enlargeOplex installed a BFC Series bulk bag unloader from Flexicon to improve the quality and productivity of its PVC compounding operation. Features include a cantilevered I-beam and hoist, Bag-Vac dust collector, FLOW-FLEXER® bag activators beneath the bag for positive material flow, TELE-TUBE® telescoping tube and SPOUT-LOCK® clamp ring at the bag spout interface, hopper, and PLC-controlled rotary valve.
 Click to enlarge
Click to enlargeAt the bag spout interface, a SPOUT-LOCK clamp ring creates a dust-tight seal while a TELE-TUBE telescoping tube maintains constant downward pressure as the bag empties/elongates, promoting complete discharge.
 Click to enlarge
Click to enlargeBelow the hopper on the bulk bag discharger frame, a drop-through rotary valve meters PVC resin into two pneumatic conveying lines.
 Click to enlarge
Click to enlargePVC from the bulk bag unloader is pneumatically transported to a 36 in. diameter (91.4 cm) filter-receiver and hopper on the third floor of the Oplex plant. The flexible-screw conveyor empties calcium carbonate into the smaller weigh hopper. Both ingredients are then gravity fed to the mixer on the floor below.
 Click to enlarge
Click to enlargeTwo pneumatic lines convey PVC from the ground-floor bulk bag discharger unit to the filter-receiver on the third floor of the Oplex plant.


 Nov 2008.jpg)










 Click to enlarge
Click to enlarge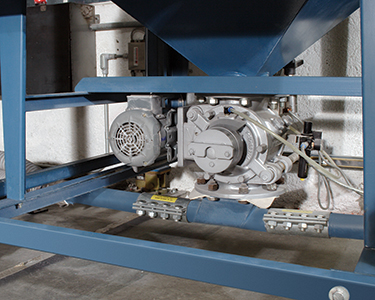 Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge