FIG. 1
Limited performance options, which can be added initially or retrofitted, include an inflator to expand the bag prior to filling, and a programmable scale system with flow control valve for filling by weight.
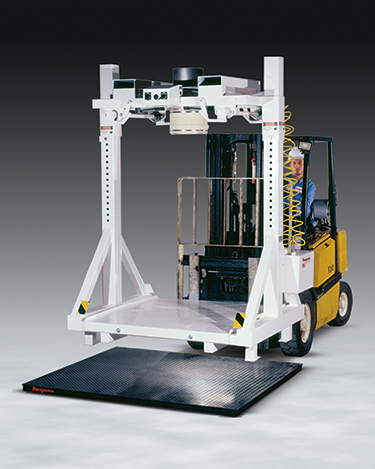
The cost of a scale system can be avoided by placing the entire filler onto an all-purpose plant scale, providing the filler is properly equipped for in-plant mobility (FIG.2).
FIG. 2
If a forklift is unavailable to remove filled bags, as is required by the above-mentioned fillers, configurations are available with a three-sided base that provides access from the open side using a pallet jack (FIG. 3). This low profile configuration can also be utilized to conserve height in low headroom applications.
FIG.3
The time required to prepare empty bags for filling, and to remove filled bags from beneath the filler, can have as much or greater influence on maximum filling capacity than the rate at which material enters the bag. As such, adding a roller conveyor allows filled bags to be rolled out of the filling area for spout cinching and pallet/bag removal while another bag is being filled. Adding such a conveyor system, however, generally requires a filler with rear posts (FIG. 4) and a cantilevered fill head equipped with hooks that release bag loops automatically, so if higher capacity is in your future, a rear post configuration may be your best choice today.
FIG. 4
Increasing the capacity of systems equipped with roller conveyors to the next level generally entails adding an automated pallet dispenser (FIG. 5) which places pallets and slip sheets onto the roller conveyor upstream of the filling operation, further reducing the time required for each filling cycle by limiting manual operations within the filling station exclusively to loading an empty bag.
FIG. 5
To further reduce the time needed to attach the spout of an empty bag to the filler, this SWING-DOWN
® filler (FIG. 6) lowers the entire fill head to within an arm's length of an operator standing on the plant floor. Further, it pivots the bag spout into a vertical position, enabling the operator to connect the spout of an empty bag to the inflatable bag spout collar in several seconds, after which the spout pivots back to horizontal, the entire fill head returns to fill height, the bag is inflated, and filling commences. Additionally, when the bag reaches its target weight, the bulk material delivery system deactivates automatically, the spout collar deflates, the fill head raises to decouple from the spout, and the powered roller conveyor sends the bag downstream of the filling area — automatically, rapidly and safely.
FIG. 9
The selection of a metering system can hinge on the available space above the filler, since surge hoppers and filter receivers with rotary airlock valves may require more headroom than is available. In these cases the discharge housing of a
flexible screw conveyor can often fit between the filler inlet and the ceiling joists, while eliminating the need for a flow-control valve.
For products that are easily aerated, pneumatic conveying systems should be avoided, since the conveying process can cause the material to require a much lengthier densification/deaeration cycle to achieve the desired fill weight and package stability.
If sufficient headroom exists above the filler, a surge capacity equivalent to the weight of a filled bag can be employed to reduce cycle times while maintaining accurate fill weights. This configuration allows bag change-over to occur while the subsequent batch is in the process of being weighed. When a
pneumatic conveyor is used as the material delivery system, the filter receiver can be sized to hold the weight of an entire bulk bag (FIG. 10) to apply this method.
FIG. 10
For the same reason, a surge hopper above the filler can be considered when utilizing mechanical metering devices moving material to the filler from both storage vessels and plant processes.










 May 2012.jpg)












TwinCenter.jpg)

