 Click to enlarge
Click to enlargeIn the main processing room, two 15 ft (4.6 m) flexible screw conveyors transport raw products to the roasters from two bulk bag dischargers.
 Click to enlarge
Click to enlargeIn the roasting room, bulk bag discharger empties almonds into hopper as a flexible screw conveyor transports them to the roaster. A POWER-CINCHER® flow control valve cinches the bag spout concentrically, allowing leakproof retying of partially empty bags.
 Click to enlarge
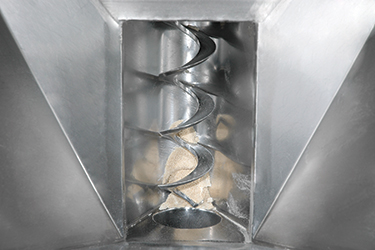
Click to enlargeRoasted cashew pieces in hopper flow into the flexible screw conveyor's intake adapter, and are conveyed to the grinding process.
 Click to enlarge
Click to enlargeOperator dumps cashews into hopper as flexible screw conveyor transports them to the grinding process.
 Click to enlarge
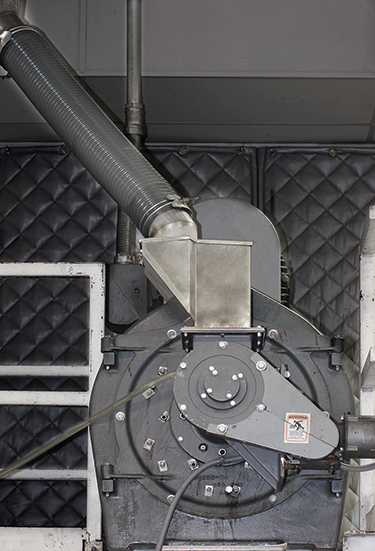
Click to enlargeA flexible screw conveyor discharges raw nuts through a transition adapter and downspout into the main process mill.
 Click to enlarge
Click to enlargeMaraNatha is a leading manufacturer of organic and natural nut and seed butters such as this No Stir Organic Peanut Butter.










 Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge