 Click to enlarge
Click to enlargeChute between bulk container and 200-L (7-cu.-ft.) hopper has access door so worker can pull material-flow outlet on underside of bulk bag through iris valve prior to discharge.
 Click to enlarge
Click to enlargeFlexible 6-m-long (19.8-ft.) screw conveyor in polyethylene tube transports penta from hopper to the discharge-transition adapter, where it is gravity-fed into 5-tonne (11,020-lb.) reactor at M & I's Manchester UK plant.
 Click to enlarge
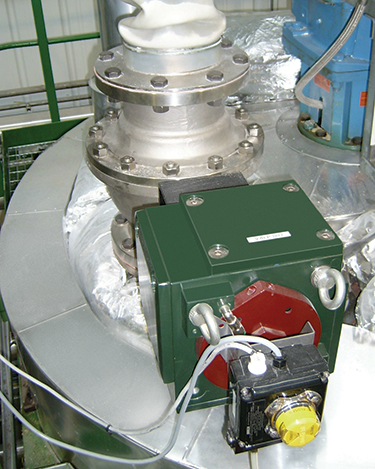
Click to enlargeClose up of discharge-transition adapter that feeds penta directly into reactor from the screw conveyor.


