 Click to enlarge
Click to enlargeAfter the product blending, two flexible screw conveyors transport product in opposite directions. The smaller conveyor on the left feeds a small batch packaging line.
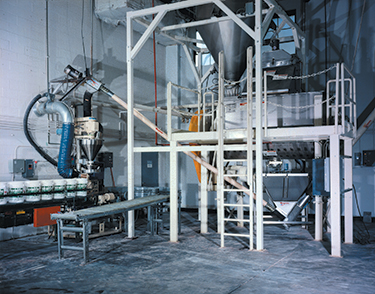
 Click to enlarge
Click to enlargeThe larger flexible screw conveyor loads product into a 100-cubic-foot surge hopper, freeing the blender's discharge hopper to receive additional product.
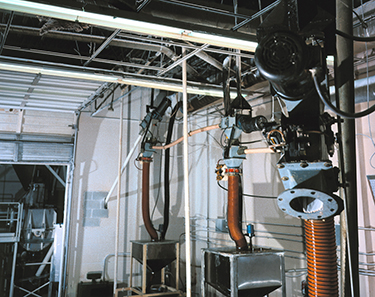
 Click to enlarge
Click to enlargeThe inclined conveyor drops product to a packager beneath it or transfers product to horizontal conveyors feeding two other packagers.
