 Click to enlarge
Click to enlargeTwo flexible screw conveyors feed fluoride powder from bulk bag discharger into two seven-day storage hoppers from which the powder is metered into two mixing tanks for dosing into the main water supply.
 Click to enlarge
Click to enlargePowder remains enclosed from the time it is received until it enters the mixing tanks. The BAG-VAC® dust collector, on right of discharger frame, prevents any dusting during bag loading and removal and collapsing of empty bags.
 Click to enlarge
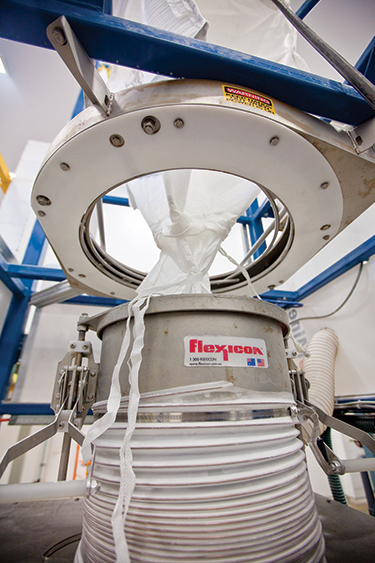
Click to enlargeDouble wall TELE-TUBE® telescoping tube provides extra protection against dust leakage during transfer from the bag. Tube is secured to the bag spout by a SPOUT-LOCK® clamp ring that creates a dust-tight seal.
 Click to enlarge
Click to enlargeFluoride powder flows from double outlet hopper through sealed connections to the two flexible screw conveyors that move it to the two storage hoppers.






-Dec 2012.jpg)



 Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge