 Click to enlarge
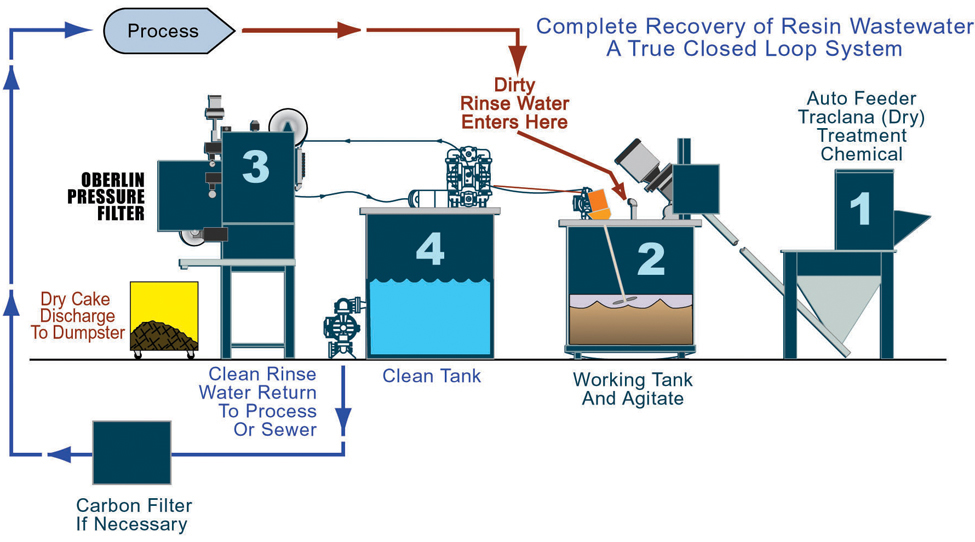
Click to enlargeDMax™ filtration system features an automated dry chemical delivery system that provides more precise dosing than possible with manual methods. A hopper and flexible screw conveyor from Flexicon Corporation deliver dry treatment chemicals to the wastewater holding tank.





 Click to enlarge
Click to enlarge