 Click to enlarge
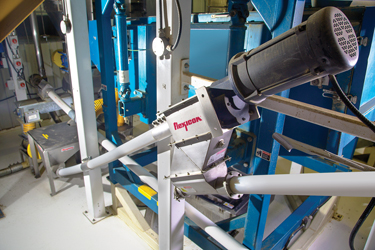
Click to enlargeTwo 30 ft (9 m) long conveying systems each consist of a 10 ft (3 m) long flexible screw conveyor that connects to the charging adapter of a 20 ft (6 m) long flexible screw conveyor.
 Click to enlarge
Click to enlargeEach pair of interconnected flexible screw conveyors discharges processed material into a separator for further processing.
 Click to enlarge
Click to enlargeCaster-mounted hoppers and flexible screw conveyors transport work-in-process and bulk shipment material into each bulk bag.
 Click to enlarge
Click to enlargeA flexible screw conveyor transports material from the bulk bag discharger to the packaging line.
 Click to enlarge
Click to enlargeThe bag spout interface prevents dusting and promotes flow by virtue of a Spout-Lock® clamp ring and Tele-Tube® telescoping tube. Promoting total evacuation from the bag are Flow-Flexer® bag activators.
 Click to enlarge
Click to enlargeHemp hearts flow from the bulk bag discharger into a scale and to packaging on the level below.
 Click to enlarge
Click to enlargeThe BFC model bulk bag discharger, equipped with cantilevered I-beam, hoist and trolley, lifts the bulk bag from the level below.
 Click to enlarge
Click to enlargeThe bulk bag discharger and flexible screw conveyor gently feed the blender which mixes protein powder and other ingredients.
 Click to enlarge
Click to enlargeTwin Centerpost™ bulk bag filler receives material through a sealed chute from the blender on the level above. The operator attaches the bag spout to the inflatable collar on the fill head. A blower inflates the bag prior to filling, eliminating creases and pre-shaping the bag for stability.
 Click to enlarge
Click to enlargeHemp hearts require gentle bulk handling.
 Click to enlarge
Click to enlargeManitoba Harvest says its hemp hearts offer "a simple and delicious ingredient that adds plant protein and nutrients to any recipe or meal."







 Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge Click to enlarge
Click to enlarge